Вот вам вырезка с сайта:
Технология сварки и свойства соединений
Подготовка под сварку
При сварке Ni и его сплавов необходима тщательная зачистка кромок и прилегающих к ним участков на ширине 20—25 мм механическим путем, так как на них образуется налет, содержащий серу, с последующим обезжириванием в ацетоне, уайт-спирите или бензине. Химическое травление, как правило, не применяется, однако при наличии пленки окислов на поверхности металла рекомендуется обработка в растворе следующего состава: 1 л Н2O, 1,5 л H2SO4, 2,25 л HNO3, 30 г NaCl в течение 5—10 с с последующей промывкой в воде, нейтрализацией в 1 %-ном водном растворе аммиака и сушкой.
Металл в сварочной ванне при сварке никеля и его сплавов более вязок, чем при сварке сталей, и поэтому проплавляется на меньшую глубину, что требует значительной разделки кромок и увеличения их притупления. При сварке кислотостойкой аппаратуры следует избегать стыковых соединений с отбортовкой кромок, так как образующиеся в этом случае «карманы» могут вызвать появление щелевой коррозии при эксплуатации.
Газовая сварка
Газовую сварку преимущественно применяют при малой толщине (до 3—4 мм) Ni или его сплавов. В основном используется ацетилено-кислородное пламя нормальное или слегка восстановительное, β = 0,97÷1,0, так как избыток ацетилена может вызвать пористость металла шва. Электродную проволоку используют марок Н-1, НП-1, НП-2, а также применяют комплексно-легированные проволоки, содержащие Ti, Al, Mn, Si, марок НМцАТ3-1,5-0,6 и НМцТК1-1,5-2-0,15 (ТУ48-21-284—73).
В качестве присадочного материала используют проволоку из сплава НМц2,5, нихрома Х20Н80.
При газовой сварке Ni используют многокомпонентные флюсы: керамические типа ЖН-1 и плавленые фторидные и высокоосновные марок АН-Ф5, АН-Ф7, АН8, АН-29, 49-ОФ-6.
Для сварки никеля и его сплавов применяют «левый» и «правый» способы. При «левом» способе сварочная ванна более интенсивно взаимодействует с кислородом окружающей атмосферы, его следует применять для сварки тонких листов (1— 2 мм). При «правом» способе охлаждение сварочной ванны происходит медленнее, при этом уменьшается окисление расплавленного металла и пористость.
Сварку Ni следует выполнять без задержек и возврата на сваренный участок во избежание перегрева околошовной зоны, сопровождающегося образованием трещин. Следует также избегать многослойной газовой сварки. Металл толщиной 1 — 2 мм сваривают в один проход без скоса кромок. Для стыковых швов металла больших толщин делается V-образная разделка.
Сварные соединения из никеля, выполненные газовой сваркой, имеют σв = 274÷314 МПа, α = 90÷120°. Нормализация соединений при температуре 825—900 °С повышает их пластичность и вязкость.
Сварка нихрома затруднена образованием на поверхности ванны тугоплавкой пленки оксида хрома, которую удаляют механическим путем. Сварка нихрома выполняется с максимальной скоростью и без перерывов за один проход, так как повторное расплавление металла может привести к образованию трещин. Применяется пламя с небольшим избытком ацетилена при мощности 50—70 л/ч на 1 мм толщины. В качестве присадочного прутка используется проволока, близкая по составу к основному металлу, с пониженным содержанием С и содержанием Сг по верхнему пределу. Применяется флюс состава, % (по массе): 40 буры, 50 борной кислоты, 10 хлористого натрия или фтористого калия. После отжига предел прочности сварных соединений из нихрома составляет 343—441 МПа.
Ручная дуговая сварка
Для ручной дуговой сварки Ni и его сплавов применяют электроды с качественными покрытиями. Наиболее качественные швы обеспечивают электроды с покрытием «Прогресс-50», которые применяют для сварки никеля марок Н-1, НП-1, НП-2. Электроды с покрытием ЭНХД-10 предназначаются для сварки никелевокремнистых сплавов, с покрытием ЭНХМ-100 — для нихрома и никелевомолибденовых сплавов. Для сварки сплавов типа ХН80ТБЮ, ХН80ТБЮА, ХН70ВМТЮ и ХН75МВТЮ используют электроды с покрытием типа ИМЕТ и ВИ-2-6. Процесс ведут на постоянном токе обратной полярности, при этом значение тока назначают пониженным по сравнению с токами, применяемыми при сварке стали. Скорость сварки также понижена на 15%. Рекомендуется вести сварку в нижнем положении короткой дугой для уменьшения угара стабилизирующих и раскисляющих элементов, содержащихся в электродной проволоке. При сварке производят продольные небольшие колебания конца электрода, что способствует газоудалению и получению более плотных швов, чем при поперечных колебаниях. Электрод держат примерно перпендикулярно плоскости шва с наклоном не более 15° в сторону свариваемых кромок.
При сварке Ni и его сплавов толщиной более 15 мм используется многопроходная сварка с предварительным подогревом кромок до 200—250 °С, при этом требуется тщательная зачистка поверхности промежуточных слоев.
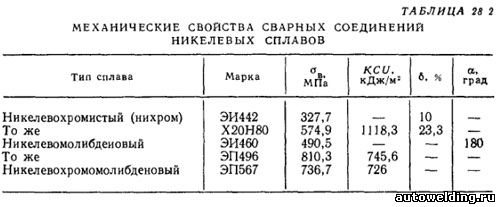
Механические свойства сварных швов на некоторых никелевых сплавах, выполненных ручной дуговой сваркой покрытыми электродами, приведены в табл. 28.2.
Сварка под флюсом и электрошлаковая сварка
Сварку под флюсом и электрошлаковую сварку Ni и его сплавов выполняют на постоянном токе обратной полярности. Для сварки используют низкокремнистые основные или бескислородные фторидные флюсы типа АНФ-5, АНФ-22, АНФ-23 и др. Электродную проволоку выбирают по составу близкой к основному металлу. Диаметр проволоки практически не зависит от толщины металла и выбирается в зависимости от подготовки кромок в пределах от 3 до 5 мм.
При сварке металла малых толщин (5—6 мм) используется проволока диаметром 3 мм, сварка стыковых соединений выполняется без скоса кромок и без зазора; при больших толщинах производится V- или Х-образная разделка кромок. При сварке с полным проплавлением кромок используют медные или флюсовые подкладки.
Сварные соединения Ni и его сплавы, выполненные сваркой под флюсом, имеют достаточно стабильные и высокие механические свойства: σв = 516÷780 МПа, KCU = 912÷2380 кДж/м2, δ = 6÷36 %.
Аргоно-дуговая сварка
Преимуществом аргоно-дуговой сварки является возможность обеспечения качественной защиты инертным газом сварочной ванны от взаимодействия с компонентами воздуха O2, N2, Н2, в результате чего предупреждается порообразование, трещино-образование и другие дефекты. При недостаточной защите поверхность шва становится складчатой, и на рентгенограммах сварных соединений оксидные плены в складках шва могут расшифровываться как трещины.
Сборку деталей рекомендуется выполнять в зажимных приспособлениях без прихваток. Сборку с прихватками следует производить в тех случаях, когда невозможно предупредить нежелательные деформации при сварке в приспособлении. Размеры прихваток, расстояние между ними и способ выполнения устанавливают при отработке технологического процесса. В местах пересечений сварных швов ставить прихватки не допускается. Прихватки рекомендуется выполнять без присадочной проволоки. Присадочный металл следует применять в случае, если без присадки в прихватках образуются трещины. При выполнении прихваток и последующей сварке особое внимание следует обращать на заделку кратеров для предупреждения образований усадочной пористости и трещин. Кратеры швов должны быть тщательно заплавлены или выведены на удаляемый припуск детали или выходную планку. Не допускается выведение кратера на основной металл. Возбуждение дуги также рекомендуется выполнять на входной пластине, на стыке деталей, в разделке или на ранее наплавленном металле, но не на основном металле. Для возбуждения дуги следует использовать осциллятор. Заканчивая процесс сварки, следует уменьшать сварочный ток для предотвращения образования трещин в кратере. Сварку следует выполнять с минимальным количеством перерывов.
Одним из способов предупреждения горячих трещин при сварке может стать обеспечение преимущественной доли присадочного металла в шве (до 70—85 %). Для этого предусматривается зазор в корне разделки кромок или расширение разделки в корневой части (OСT 92-1186—80).
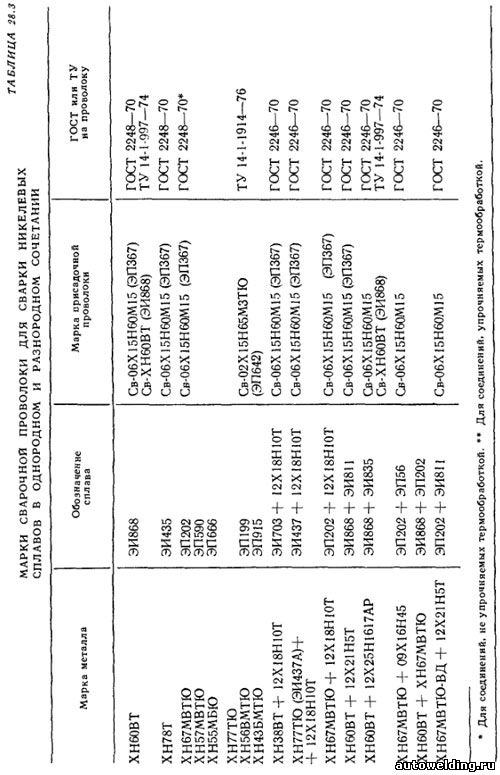
При сварке никелевых сплавов применяют сварочную проволоку с повышенным содержанием марганца и молибдена с целью обеспечения высокой стойкости металла шва против образования горячих трещин. Составы присадочных материалов приведены в табл. 28.3.
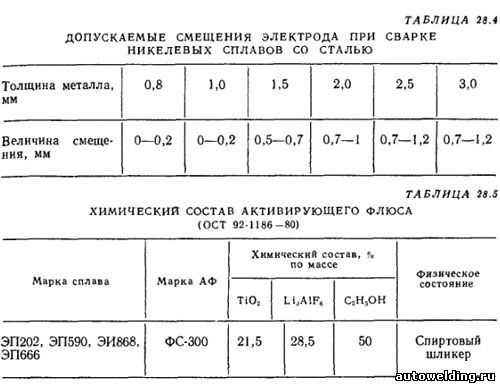
При сварке никелевых сплавов с нержавеющей сталью 12Х18Н10Т в ряде случаев целесообразно смещать вольфрамовый или плавящийся электрод от стыка свариваемых кромок в сторону стали на величину, указанную в табл. 28.4, для симметричного формирования шва относительно стыка изделий.
Для повышения стойкости сварных соединений жаропрочных дисперсионно-твердеющих: никелевых сплавов против растрескивания при нагревах необходимо заготовки деталей, подлежащих сварке, подвергать стабилизирующей термической обработке. Режимы стабилизации устанавливают в каждом конкретном случае при отработке технологии.
Сварные соединения, не подвергаемые упрочнению после сварки, а также соединения монтажные и другие, не допускающие термической обработки по своей конструкции, следует преимущественно выполнять с присадкой Св-06Х15Н60М15 по ГОСТ 2246—70.
С учетом склонности никелевых сплавов к образованию горячих трещин при сварке следует применять стыковые соединения или угловые и тавровые с полным проваром, как не имеющие концентратора напряжений в сравнении с другими типами соединений.
Для повышения стойкости против горячих трещин предусматривают гарантированный зазор между свариваемыми кромками стыковых соединений для обеспечения свободной усадки металла. Величину зазора выбирают при отработке технологии.
Для получения сварных швов с гарантированным проваром и с целью уменьшения пористости в сварных соединениях никелевых сплавов применяют способ аргонодуговой сварки с использованием активирующих флюсов (АФ). Способ обеспечивает получение более широкого проплава и более узкой лицевой стороны шва по сравнению с обычной аргонодуговой сваркой. В табл. 28.5 приведен химический состав флюса, рекомендуемый при сварке никелевых сплавов.
С целью предупреждения образования пор в металле шва наносить АФ рекомендуется непосредственно перед сваркой. Оставшийся на поверхности швов налет шлака АФ не оказывает отрицательного влияния на механические свойства и коррозионную стойкость соединений.
Электронно-лучевая сварка
Электронно-лучевой сваркой можно сваривать практически все марки никелевых сплавов, при этом удается получать соединения больших толщин за один проход и с большой скоростью. Следует применять рекомендации такие же, как при аргонодуговой сварке.
Высокая чистота атмосферы (вакуум) и особенности термического цикла позволяют получать соединения с механическими свойствами на уровне основного металла.
Диффузионная сварка
Этот способ находит все большее применение в различных областях машиностроения, в электронной технике и при получении прецизионных соединений. Условия сварки: наличие вакуума и отсутствие первичной кристаллизации при нагреве до температур ниже температуры плавления соединяемых металлов позволяют получать сварные соединения с высоким уровнем механических и служебных свойств. В некоторых случаях появляется возможность совмещения процесса сварки с последующей термической обработкой.
При сварке никеля, сплавов типа монель, константан, имеющих на поверхности пленку окислов, легко удаляемую при нагреве в вакууме, трудностей в проведении процесса не обнаруживается. Сварку производят при параметрах режима: Т = 900÷1000 °С, Р= 14,7 МПа, t=10 мин, вакуум не менее 0,013 Па. Сварные соединения имеют прочность на разрыв σв = = 539 МПа при относительной деформации ε = 0,72 %.
Жаропрочные сплавы никеля, имеющие в качестве легирующих добавок Mo, W, V, Al, Ti и другие элементы, затрудняющие диффузионные процессы, требуют повышения температуры сварки и увеличения удельного давления. Для сплава ХН75МБТЮ (ЭИ602), например, рекомендуется режим сварки: Т= 1150÷1175 °С, Р= 19,6÷29,4 МПа, t = 6÷10 мин, вакуум не менее 0,013 Па. Механические свойства полученных соединений составляют σв = 747,5 МПа, ε = 45 %. В ряде случаев при сварке жаропрочных никелевых сплавов рекомендуют применять стеарин, нанося его на стыкуемые поверхности, для облегчения восстановления металлов из оксидов.
Для соединения ряда высоколегированных сплавов Ni применяют самофлюсующиеся расплавляемые промежуточные прослойки, содержащие В, Li, К. и другие элементы, способные восстановить и растворить прочные оксиды с образованием легкоплавких эвтектик, испаряющихся в вакууме.
При сварке Ni процесс можно вести в среде водорода с точкой росы ниже —40 °С.
Диффузионной сваркой никель хорошо соединяется с медью. Режим сварки: T = 900 °С, Р= 12,7÷14,7 МПа, t = 20÷30 мин, вакуум не ниже 9,013 Па. Остаточная деформация составляет ε≃1 %.
Контактная сварка
Никель обладает значительно большей электропроводностью, чем сплавы на его основе. В связи с этим точечная сварка сплавов осуществляется при меньшей силе тока, чем технического Ni. Режимы сварки низкоуглеродистого Ni близки к режимам для низколегированных сталей. Сравнительно высокая прочность никеля и его сплавов требует применения более высоких давлений на электроде. Диаметр электродов сферической или конической формы выбирают в зависимости от толщины свариваемого металла: при толщине 0,5—1,5 мм диаметр электрода составляет 3—6 мм, при толщине 1,5—2,5 мм диаметр электрода 6—8 мм и при толщине 2,5—3,0 мм 8—10 мм.
Никель и его сплавы хорошо свариваются также со сталями и медными сплавами.
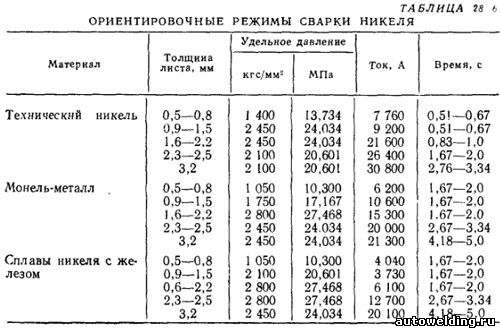
Ориентировочные режимы точечной сварки тонколистового никеля и его сплавов приведены в табл. 28.6.
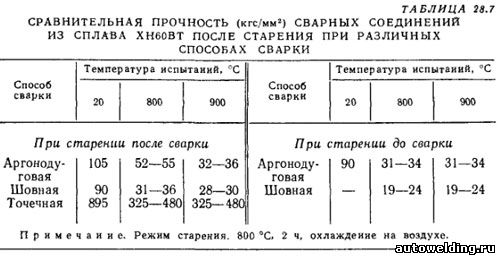
Режимы шовной и стыковой сварки никеля и его сплавов можно ориентировочно принимать по режимам для сварки титана. Сравнительные данные о механических свойствах сварных соединений приведены в табл. 28.7.
Изменено: Павел Горбачев - 05.03.2018 08:43:40

 Распечатать
Распечатать